





























40px
80px
80px
80px


CS MFG-LÖSUNG
Telefon
+86 -13377733867
Kundenspezifische CNC-Fräsdienste
Erhalten Sie hochpräzise, individuell gefräste Teile für Rapid Prototyping und Produktion mit Durchlaufzeiten von nur einem Tag. Unser fortschrittliches CNC-Fräsen gewährleistet Genauigkeit (bis zu 0,008 mm), Konsistenz und Effizienz, um Ihre Projektanforderungen zu erfüllen.
Welche Metallmaterialien werden für medizinische Klammern verwendet?
Medizinische Klemmen werden je nach Verwendungszweck und chirurgischen Anforderungen hauptsächlich aus folgenden Metallmaterialien hergestellt:
1. Edelstahl (304/316L)
-- Es wird häufig für chirurgische Klammern, Fixierklammern und andere Instrumente verwendet. Es ist hochfest, korrosionsbeständig und lässt sich leicht verarbeiten, ist kostengünstig und entspricht den medizinischen Hygienestandards.
- Edelstahl 316L weist aufgrund seines Molybdängehalts eine hervorragende Korrosionsbeständigkeit auf und eignet sich daher für langfristige Implantationen oder komplexe Umgebungen.
2. Titanlegierungen (Reintitan, Ti-6Al-4V usw.)
-- Aufgrund seiner hervorragenden Biokompatibilität, seines geringen Gewichts und seiner Ermüdungsbeständigkeit wird es häufig in orthopädischen und neurochirurgischen Klemminstrumenten (wie hämostatischen Klemmen) oder Implantaten verwendet. Reintitan (über 99,9 %) und β-Titanlegierungen (wie Ti2448) werden aufgrund ihres geringen Sensibilisierungspotenzials und ihrer hohen mechanischen Festigkeit bevorzugt.
3. Kobalt-Chrom-Legierungen (Co-Cr-Mo)
– Diese Legierungen werden in Hochlastszenarien (wie etwa Gelenkprothesenverbindungen) verwendet und weisen eine hervorragende Verschleißfestigkeit und Verformungsbeständigkeit auf, sind jedoch schwieriger zu verarbeiten.
4. Edelmetalle (Reines Silber, Reines Tantal)
-- Klammern aus reinem Silber (Reinheit 99,9 %) werden zur Blutstillung in zerebralen Mikrogefäßen verwendet, während Tantal aufgrund seiner biologischen Inertheit zur speziellen Gewebefixierung verwendet wird.
Kriterien für die Materialauswahl:
-- Biokompatibilität: Muss Standards wie YY/T 0079-2016 erfüllen, um Ungiftigkeit und Abstoßungsfreiheit sicherzustellen.-- Mechanische Leistung: Die Festigkeit von Titanlegierungen muss den chirurgischen Anforderungen entsprechen (z. B. Ti2448 mit 1300 MPa Festigkeit).
- Korrosionsbeständigkeit: Edelstahl und Titanlegierungen müssen Korrosionstests wie YY/T 0149-2006 bestehen.
Produktmerkmale

CNC-Werkstatt

CNC-Werkstatt

CNC-Werkstatt
CNC-Werkstatt

CNC-Werkstatt

CNC-Werkstatt
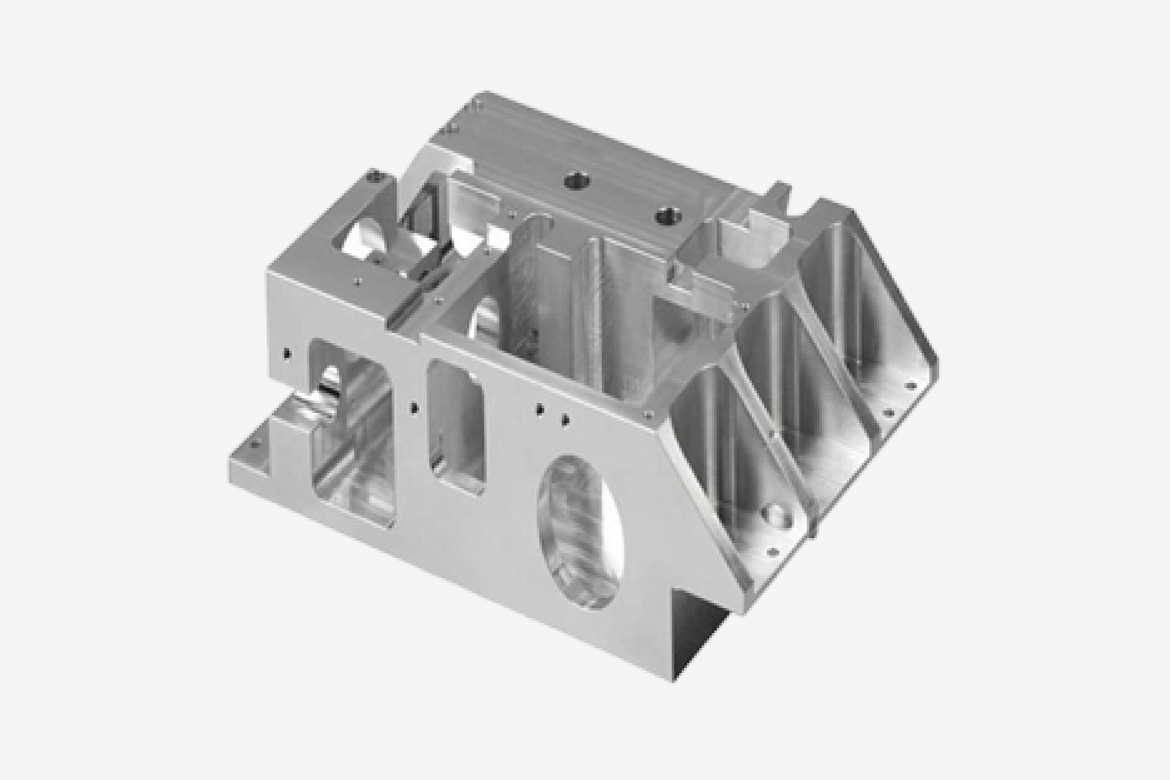
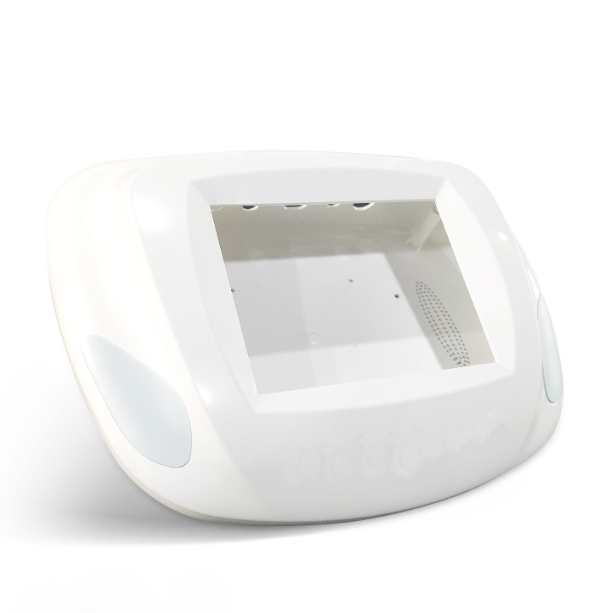
CNC-Frästeile
Erkunden Sie unsere Galerie mit CNC-Frästeilen und sehen Sie sich präzisionsgefertigte Komponenten an, die mit hoher Genauigkeit und Qualität hergestellt wurden.





Toleranzen für CNC-Fräsen
3-Achsen | 4-Achsen | 5-Achsen | |
Maximale Teilegröße | 3000*1800*800 mm | 850*510*600 mm | 925*1050*600 mm |
Minimale Teilegröße | 5*5*5 mm | 5*5*5 mm | 5*5*5 mm |
Allgemeine Toleranzen | ± 0,05 mm | ± 0,02 mm | ± 0,01 mm |
Lieferzeit | Einfache Teile können bereits nach einem Tag geliefert werden. | Die meisten Projekte werden innerhalb von 3 Werktagen abgeschlossen. | Die meisten Projekte werden innerhalb von 3 Werktagen geliefert. |

Kernmerkmale der Fräsverarbeitung
1. Mehrkantenschneiden und Effizienz
- Fräser haben mehrere Schneidkanten (z. B. Schaftfräser mit 4–6 Kanten), die gleichzeitig am Schneiden beteiligt sein können, wodurch die Last geteilt und die Effizienz verbessert wird (30–50 % höher als bei einschneidigen Werkzeugen).
- Geeignet für große Vorschubgeschwindigkeiten oder Bearbeitungen mit hoher Schnittgeschwindigkeit, wie z. B. Planfräsen mit einer Schnitttiefe von bis zu 5–10 mm.
2. Intermittierendes Schneiden und Stoßvibration
- Die Schneidzähne greifen periodisch in das Werkstück ein und lösen sich wieder, was zu Schwankungen der Schnittkraft führt. Um die Präzision zu gewährleisten, sind Maschinen mit guter Steifigkeit (z. B. Hochleistungsfräsmaschinen) erforderlich.
-- Intermittierendes Schneiden erleichtert die Werkzeugkühlung und verlängert die Werkzeuglebensdauer, es müssen jedoch langlebige Werkzeugmaterialien (z. B. Hartmetall) verwendet werden.
3. Prozessflexibilität – Durch den Werkzeugwechsel (z. B. Planfräser, T-Nutenfräser) können komplexe Merkmale wie flache Oberflächen, Nuten, Zahnräder und gekrümmte Oberflächen bearbeitet werden.
– Unterstützt mehrachsige Verknüpfung (z. B. Fünf-Achsen-Fräsen), um die Bearbeitung dreidimensionaler komplexer Profile (z. B. Formhohlräume) zu erreichen. 4. Steuerbare Oberflächenqualität – Durch Anpassen der Schnittparameter (z. B. Vorschubgeschwindigkeit, Geschwindigkeit) kann die Oberflächenrauheit (Ra 0,8–12,5 μm) gesteuert werden.
-- Die sekundären Schneidkanten der Schaftfräser können Oberflächen mit einer Rauheit von bis zu Ra 0,4 μm polieren. Umfang der Fräsbearbeitung
1. Grundlegende Bearbeitung – Flache/Stufenflächen: Planfräser (Schaftfräser) bearbeiten große flache Flächen, Dreikantfräser bearbeiten Stufen.
- Nuten/Passfedern: Schaftfräser fräsen gerade Nuten, Passfedernutfräser bearbeiten Passfedernuten (Genauigkeit IT8-IT9).2. Komplexe Feature-Verarbeitung
-- Zahnräder/Gewinde: Modular geformte Schaftfräser verarbeiten Zahnräder, Gewindefräser verarbeiten Gewinde.
-- Hohlräume/Formen: Kugelfräser bearbeiten dreidimensionale Rundungen (zB Spritzgussformen).
2. Sonderverarbeitung
-- Schneiden/Indexieren: Sägeblätter fräsen Werkstücke, Teilköpfe erzielen gleichmäßig verteilte Löcher/Zähne.
-- Nuten in Sonderform: Schwalbenschwanzfräser und T-Nutenfräser bearbeiten spezielle Verbindungsstrukturen. Typische Anwendungsszenarien
- Automobilherstellung: Fräsen von flachen Oberflächen von Motorblöcken, Bearbeiten von Getriebegehäuseschalen.
-- Luft- und Raumfahrt: Rumpfrahmen, Strukturkomponenten von Fahrwerken.
-- Elektronik: Montageschlitze für Leiterplatten, Anordnungen von Kühlrippen.
Vergleich mit anderen
ProzesseDrehen:
Geeignet für rotierende Teile (z. B. Wellen), Fräsen ist besser für polyedrische/komplexe Profile.
Bohren:
Das Fräsen kann einige Bohrvorgänge (z. B. Löcher mit großem Durchmesser) ersetzen, jedoch mit höherer Präzision.











40px
80px
80px
80px