





























40px
80px
80px
80px


CS MFG-LÖSUNG
Telefon
+86 -13377733867
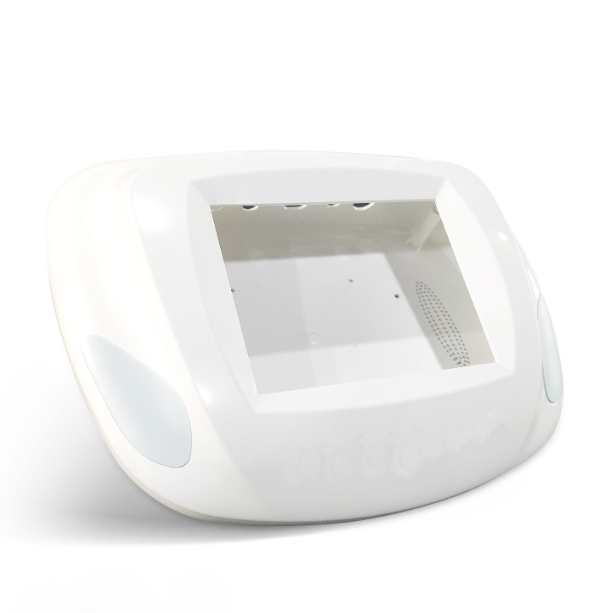
Verarbeitungstechnologie für Metallzubehör medizinisch-kosmetischer Geräte
Die Verarbeitungstechnologie für Metallzubehör für medizinisch-kosmetische Geräte umfasst hochpräzise Fertigung und spezielle Oberflächenbehandlungstechniken. Die folgenden Punkte sind wichtig:
Merkmale der Verarbeitungstechnologie:
1. Präzisionsbearbeitungstechnologie
Mikrowellenteile (Durchmesser 1–32 mm) werden im Schweizer Drehverfahren mit einer Genauigkeit von ±0,005 mm gefertigt. Diese Komponenten eignen sich beispielsweise für Hochfrequenzsonden und Injektionsnadeln. Das Fräs-Dreh-Verfahren ermöglicht die gleichzeitige Herstellung mehrfach gekrümmter Strukturen, wie beispielsweise der komplexen Konturen von Thermage-Sonden.
2. Materialauswahl und Verarbeitung
Medizinischer Edelstahl 316L: Um eine innere Oberflächengüte von Ra ≤ 0,2 μm zu erreichen und so Gewebeschäden zu minimieren, ist Elektropolieren erforderlich.
Titanlegierung: Mikrolichtbogenoxidation wird verwendet, um die Isolationseigenschaften für den Einsatz in implantierbaren Sensorsubstraten zu verbessern.
Aluminiumlegierung: Hartanodisierung (Heißwasserkompressionsverfahren) verbessert die Verschleißfestigkeit und erfüllt die Anforderungen für Hoch- und Niedertemperatur-Zyklustests.
Wichtige Technologien zur Oberflächenbehandlung:
Biokompatibilitätsbehandlung: Plasma-Sprühkeramikbeschichtung, zertifiziert nach ISO 10993 Standardprüfung
Funktionale Beschichtungen: Lasergravur für dauerhafte Markierung, Nanobeschichtung für reduzierte Reibung
Sauberkeitskontrolle: Verarbeitet in einem Reinraum der Klasse 10.000, um eine Partikelkontamination zu vermeiden
Typische Anwendungen:
HF-Elektroden: Drehen einer Titanlegierung und Mikrolichtbogenoxidation für hohe Temperaturbeständigkeit und Isolierung
Mikronadel-Arrays: Photolithographie-basiertes Formen, Spitzengenauigkeit ±0,01 mm
Spritzenkörper: Hochglanzpolierte Innenwand aus Edelstahl verringert die Durchstoßfestigkeit

CNC-Werkstatt

CNC-Werkstatt

CNC-Werkstatt
CNC-Werkstatt

CNC-Werkstatt

CNC-Werkstatt
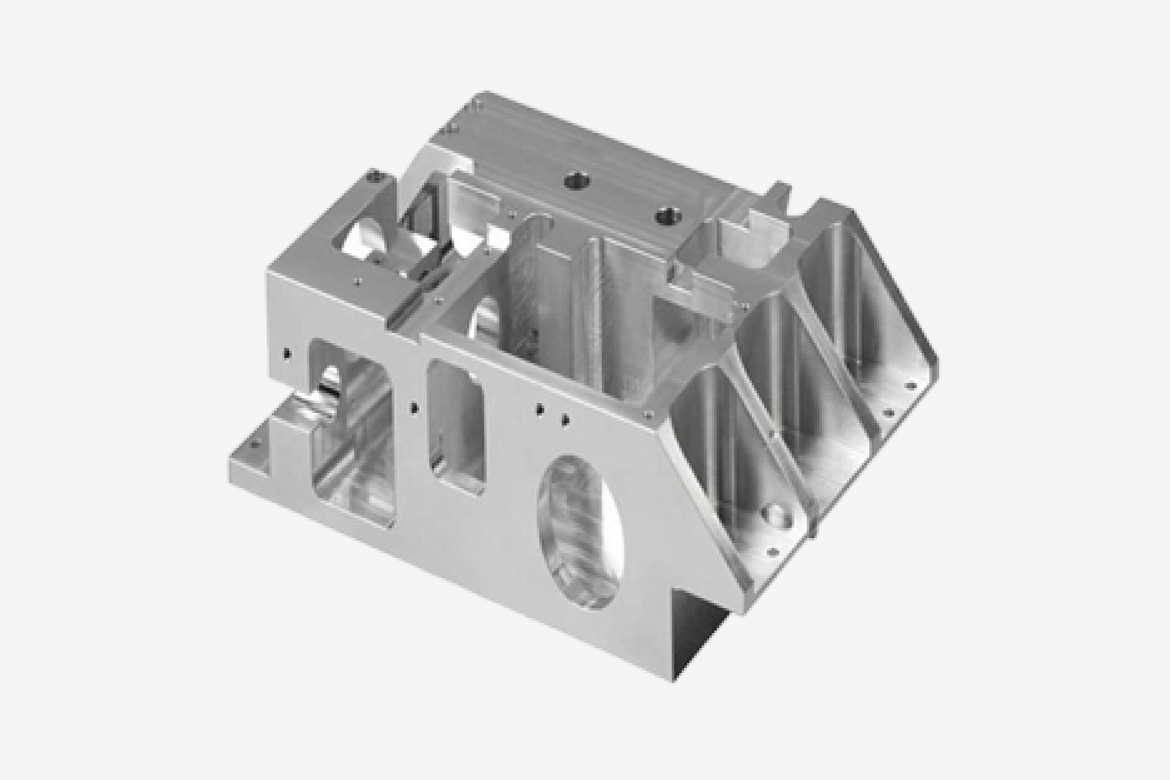
CNC-Frästeile
Erkunden Sie unsere Galerie mit CNC-Frästeilen und sehen Sie sich präzisionsgefertigte Komponenten an, die mit hoher Genauigkeit und Qualität hergestellt wurden.





Toleranzen für CNC-Fräsen
3-Achsen | 4-Achsen | 5-Achsen | |
Maximale Teilegröße | 3000*1800*800 mm | 850*510*600 mm | 925*1050*600 mm |
Minimale Teilegröße | 5*5*5 mm | 5*5*5 mm | 5*5*5 mm |
Allgemeine Toleranzen | ± 0,05 mm | ± 0,02 mm | ± 0,01 mm |
Lieferzeit | Einfache Teile können bereits nach einem Tag geliefert werden. | Die meisten Projekte werden innerhalb von 3 Werktagen abgeschlossen. | Die meisten Projekte werden innerhalb von 3 Werktagen geliefert. |

Kernmerkmale der Fräsverarbeitung
1. Mehrkantenschneiden und Effizienz
- Fräser haben mehrere Schneidkanten (z. B. Schaftfräser mit 4–6 Kanten), die gleichzeitig am Schneiden beteiligt sein können, wodurch die Last geteilt und die Effizienz verbessert wird (30–50 % höher als bei einschneidigen Werkzeugen).
- Geeignet für große Vorschubgeschwindigkeiten oder Bearbeitungen mit hoher Schnittgeschwindigkeit, wie z. B. Planfräsen mit einer Schnitttiefe von bis zu 5–10 mm.
2. Intermittierendes Schneiden und Stoßvibration
- Die Schneidzähne greifen periodisch in das Werkstück ein und lösen sich wieder, was zu Schwankungen der Schnittkraft führt. Um die Präzision zu gewährleisten, sind Maschinen mit guter Steifigkeit (z. B. Hochleistungsfräsmaschinen) erforderlich.
-- Intermittierendes Schneiden erleichtert die Werkzeugkühlung und verlängert die Werkzeuglebensdauer, es müssen jedoch langlebige Werkzeugmaterialien (z. B. Hartmetall) verwendet werden.
3. Prozessflexibilität – Durch den Werkzeugwechsel (z. B. Planfräser, T-Nutenfräser) können komplexe Merkmale wie flache Oberflächen, Nuten, Zahnräder und gekrümmte Oberflächen bearbeitet werden.
– Unterstützt mehrachsige Verknüpfung (z. B. Fünf-Achsen-Fräsen), um die Bearbeitung dreidimensionaler komplexer Profile (z. B. Formhohlräume) zu erreichen. 4. Steuerbare Oberflächenqualität – Durch Anpassen der Schnittparameter (z. B. Vorschubgeschwindigkeit, Geschwindigkeit) kann die Oberflächenrauheit (Ra 0,8–12,5 μm) gesteuert werden.
-- Die sekundären Schneidkanten der Schaftfräser können Oberflächen mit einer Rauheit von bis zu Ra 0,4 μm polieren. Umfang der Fräsbearbeitung
1. Grundlegende Bearbeitung – Flache/Stufenflächen: Planfräser (Schaftfräser) bearbeiten große flache Flächen, Dreikantfräser bearbeiten Stufen.
- Nuten/Passfedern: Schaftfräser fräsen gerade Nuten, Passfedernutfräser bearbeiten Passfedernuten (Genauigkeit IT8-IT9).2. Komplexe Feature-Verarbeitung
-- Zahnräder/Gewinde: Modular geformte Schaftfräser verarbeiten Zahnräder, Gewindefräser verarbeiten Gewinde.
-- Hohlräume/Formen: Kugelfräser bearbeiten dreidimensionale Rundungen (zB Spritzgussformen).
2. Sonderverarbeitung
-- Schneiden/Indexieren: Sägeblätter fräsen Werkstücke, Teilköpfe erzielen gleichmäßig verteilte Löcher/Zähne.
-- Nuten in Sonderform: Schwalbenschwanzfräser und T-Nutenfräser bearbeiten spezielle Verbindungsstrukturen. Typische Anwendungsszenarien
- Automobilherstellung: Fräsen von flachen Oberflächen von Motorblöcken, Bearbeiten von Getriebegehäuseschalen.
-- Luft- und Raumfahrt: Rumpfrahmen, Strukturkomponenten von Fahrwerken.
-- Elektronik: Montageschlitze für Leiterplatten, Anordnungen von Kühlrippen.
Vergleich mit anderen
ProzesseDrehen:
Geeignet für rotierende Teile (z. B. Wellen), Fräsen ist besser für polyedrische/komplexe Profile.
Bohren:
Das Fräsen kann einige Bohrvorgänge (z. B. Löcher mit großem Durchmesser) ersetzen, jedoch mit höherer Präzision.











40px
80px
80px
80px